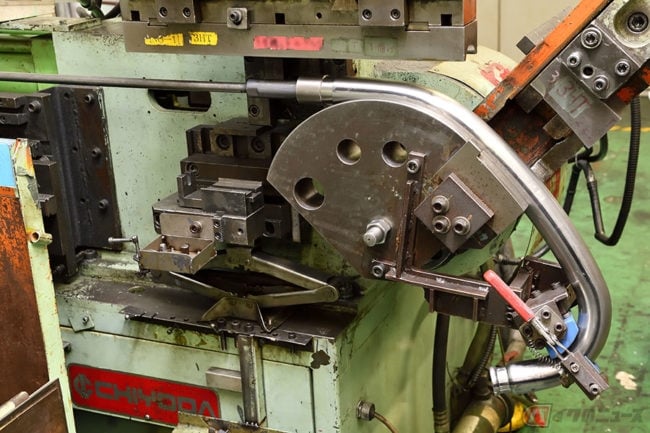
ヤマハ「SR400」のエキパイ曲げ工程はなぜ手作業? 自動化しない理由とは

















画像ギャラリー

なぜ、BDSオークションを通過したバイクは安心なのか? 全ライダーが知っておきたい市場と流通の仕組み【PR】