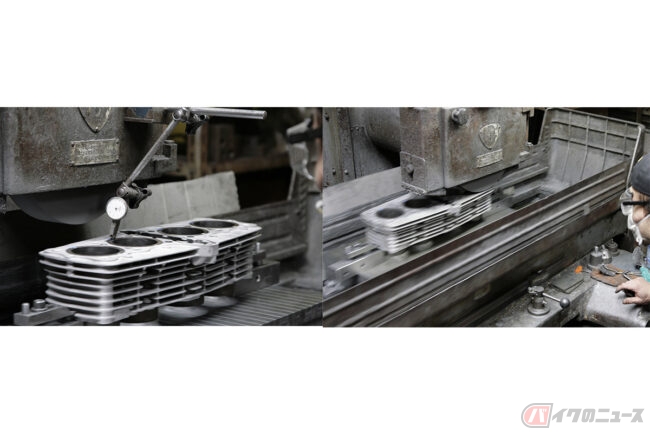
カワサキ「Z2」オーバーサイズピストンでシリンダーもリフレッシュ 〜日本の至宝「空冷4発」を未来へ継承〜Vol.28













画像ギャラリー
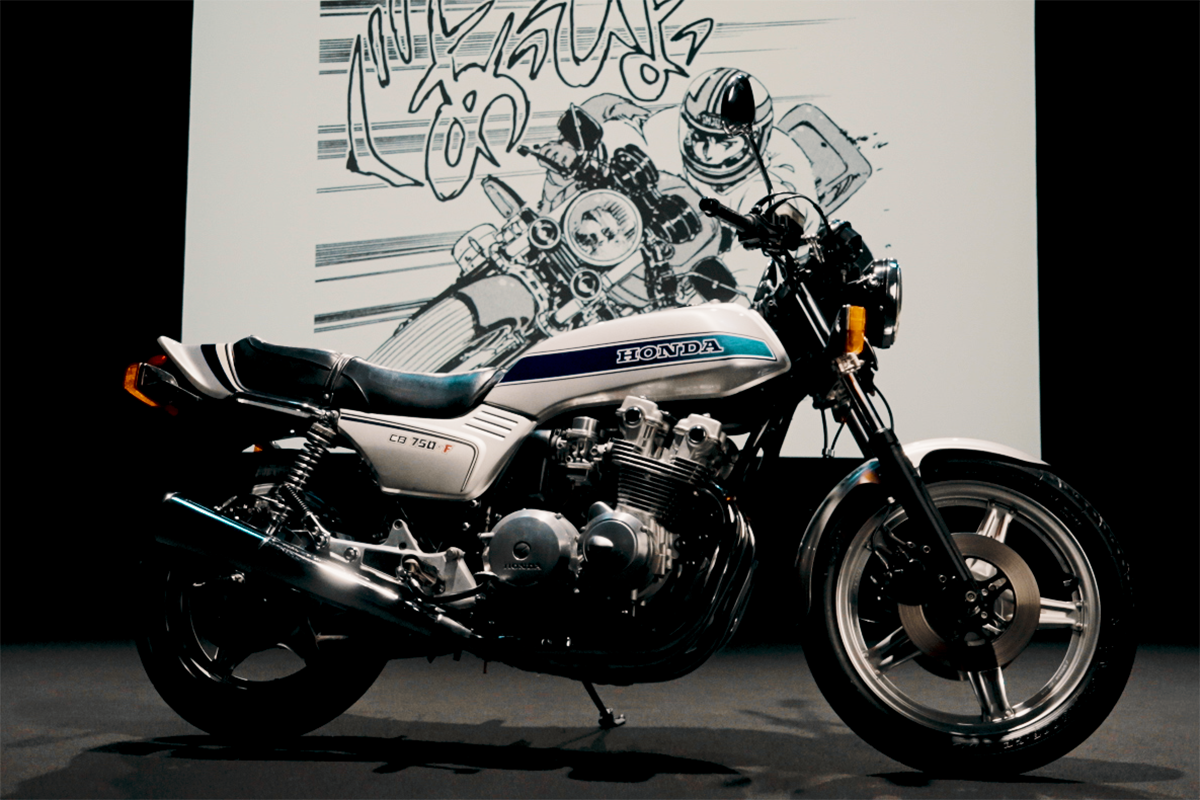
バイク王×「バリバリ伝説」の新CMが渋谷をジャック! ずま(虹色侍)熱唱のサプライズイベント&名車展示を実施【PR】



